工业堆焊技术的核心步骤解析
东莞市华威激光设备有限公司位于广东省东莞市塘厦镇,成立于2016年,专注研发生产激光焊机、熔覆机、金属修复设备及精密配件,覆盖汽车、五金、实验室等领域。凭借原厂直供与技术积累,为工业制造提供专业激光解决方案,品质可靠,行业认可。
探讨堆焊技术在工业制造中的关键作用及其完整工艺流程。从材料选择到后处理环节,系统分析各阶段的技术要点与操作规范,为提升工件性能提供实践指导。
一、技术原理与核心价值
1. 定义:通过熔覆特殊材料在基体表面形成冶金结合层
2. 功能优势:
- 增强表面硬度(可达HRC60以上)
- 提升耐磨性(较基体提高3-5倍)
- 改善耐腐蚀性能(适用于酸碱环境)
- 修复磨损件尺寸精度(补偿量0.5-15mm)
二、标准化操作流程
1. 材料匹配
- 基体与焊材的相容性分析
- 服役环境适应性选择(高温/腐蚀/磨损)
- 常用焊材类型:钴基合金/镍基合金/碳化钨
2. 预热控制
- 厚板件(>50mm)需200-400℃预热
- 裂纹敏感材料需阶梯升温
- 红外测温仪实时监控
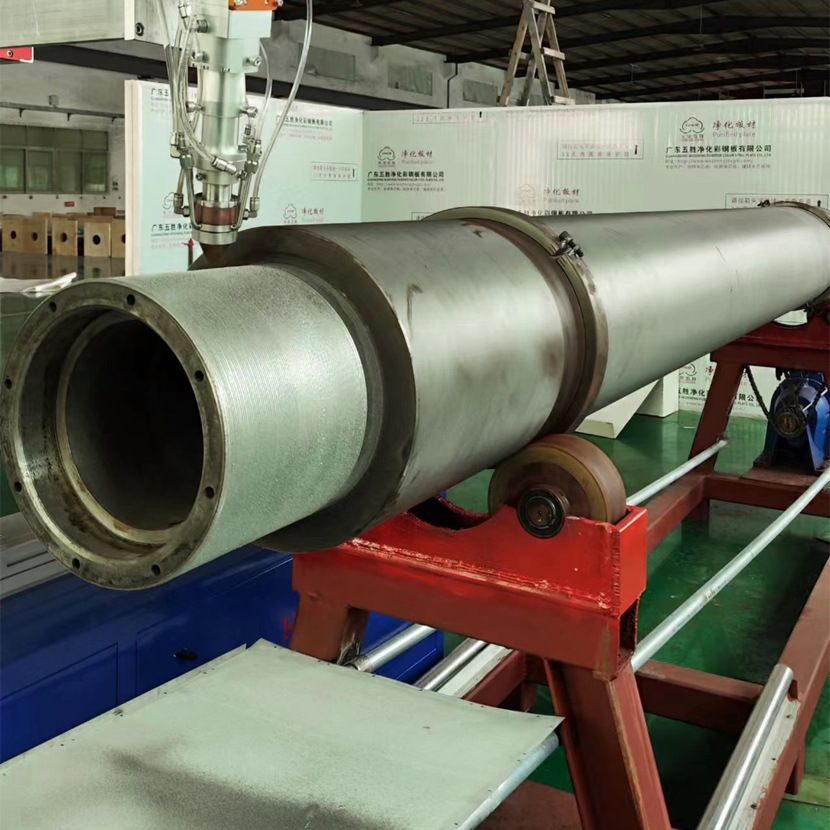
3. 焊接实施
- 工艺方法选择:
* 等离子转移弧(PTA)堆焊
* 埋弧自动堆焊(SAW)
* 激光熔覆(精度±0.2mm)
- 参数控制:电流波动<5%,送丝速度匹配熔池状态
4. 冷却管理
- 空冷/缓冷选择依据材料相变特性
- 马氏体钢需后热消氢处理
- 冷却速率控制在30-80℃/min
5. 精整加工
- CNC机床精密修形(公差±0.05mm)
- 表面粗糙度控制(Ra0.8-3.2μm)
- 无损检测(渗透/超声探伤)
三、质量控制要点
1. 焊前处理
- 喷砂除锈(Sa2.5级标准)
- 丙酮脱脂(残留量<50mg/m²)
2. 过程监控
- 层间温度不超过150℃
- 稀释率控制在10-30%
- 每道焊层厚度1.5-3mm
3. 缺陷防治
- 气孔预防(氩气保护纯度99.99%)
- 裂纹控制(预热+后热双重保障)
- 变形矫正(液压校直机干预)
四、典型应用场景
1. 矿山机械:破碎机辊面强化
2. 能源装备:汽轮机叶片修复
3. 石油化工:阀门密封面堆焊
4. 模具制造:压铸模寿命提升
老板们要是想了解更多关于堆焊机的产品和信息,不妨去百度搜索“爱采购”,上面有好多相关产品可以参考对比哦,说不定能给你的选择带来新思路~

