键槽铣刀在孔加工中的应用可能性分析
·
南京哈联工具有限公司
南京哈联工具有限公司成立于2004年,坐落于南京市秦淮区莫愁路329-19号,专业生产游标卡尺、直柄麻花钻头、千分尺等高精度测量与切削工具,产品广泛应用于机械制造、精密加工等领域。公司集研发、生产、销售于一体,拥有完善的质量管理体系,致力于为全球工业领域提供可靠的工具解决方案。
介绍:
本文针对键槽铣刀能否用于孔加工的问题展开分析,从刀具结构、加工原理及适用场景等角度进行探讨,并对比专用孔加工工具的特点,为读者提供专业的技术参考。
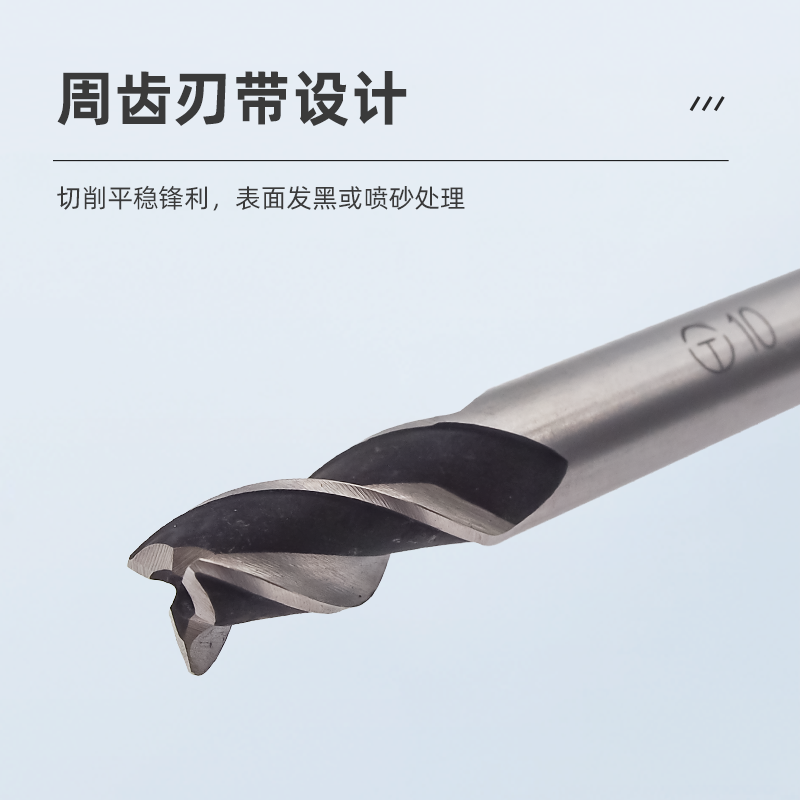
一、键槽铣刀的结构特性分析
键槽铣刀采用直柄或锥柄设计,切削刃通常为双刃对称结构,具有较高的径向刚度。其端面切削能力突出,但侧刃设计主要针对轴向切削,这与标准钻头的螺旋排屑槽结构存在本质差异。
二、孔加工的技术要求对比
标准孔加工需要满足圆度、圆柱度及表面粗糙度三项核心指标。键槽铣刀在轴向进给时,因缺少连续切削的螺旋刃设计,容易产生多边形切削轨迹,难以保证孔壁的连续光滑度。
三、实际加工中的性能表现
实验数据显示:使用标准键槽铣刀加工20mm孔径时,圆度误差可达0.15mm以上,是专用钻头的3-5倍。同时刀具磨损速率显著加快,平均寿命仅为钻头的1/3。
四、特殊工况下的替代方案
在紧急情况下,可采用键槽铣刀进行预钻孔加工,但需满足以下条件:加工余量控制在0.5mm以内;后续必须安排铰孔或镗孔工序;主轴转速需降低30%-40%。
五、专业孔加工工具推荐
对于不同孔径需求,建议采用以下方案:10mm以下孔径选用高速钢麻花钻;10-30mm孔径采用硬质合金钻头;30mm以上孔径建议使用可转位刀片钻或镗刀。
六、刀具选择的综合考量
选择加工工具时需综合考虑:工件材料特性、加工精度要求、生产批量大小及设备刚性条件。键槽铣刀更适用于键槽、花键等非圆型腔加工,而非标准圆孔加工。
老板们要是想了解更多关于直柄键槽铣刀的产品和信息,不妨去百度搜索“爱采购”,上面有好多相关产品可以参考对比哦,说不定能给你的选择带来新思路~

