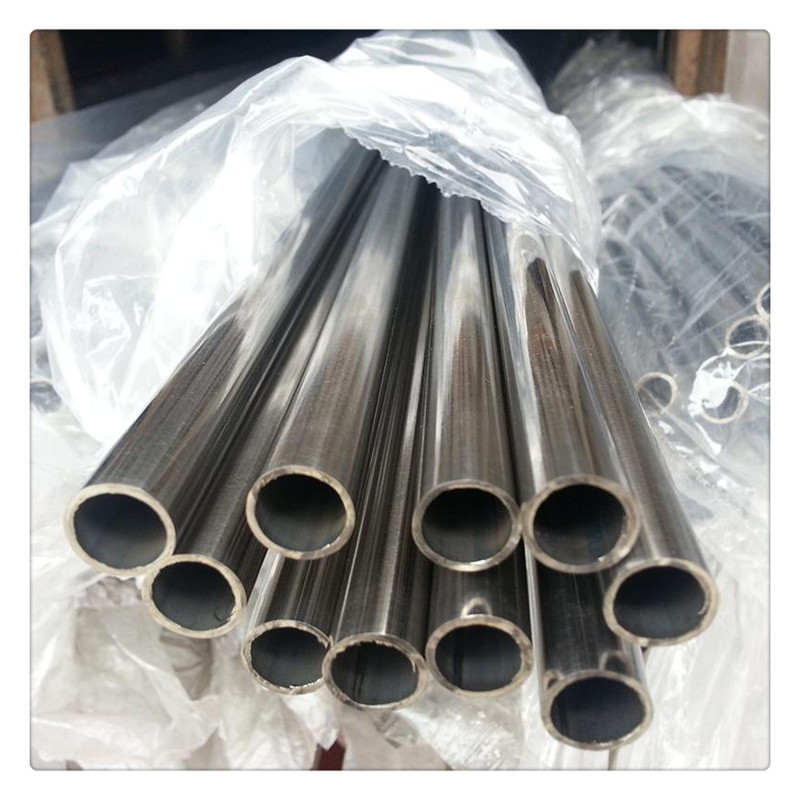
有缝焊管生产与检验规范解析
·
沈阳瑞至阳钢铁有限公司
沈阳瑞至阳钢铁,位于沈阳铁西区,2017年成立,专营多种钢材,经验丰富、专业权威,服务多领域,自营进出口。
介绍:
系统梳理有缝焊管制造全流程的技术规范与验收准则,从原材料筛选到成品检测各环节的技术要点进行专业解读,阐明符合国家标准的完整质量控制体系及行业通用技术指标。
一、原材料技术规范
1. 钢带/板材的化学成分应符合GB/T 700碳素结构钢规定
2. 进厂原料需进行拉伸试验和弯曲试验,屈服强度需达到235MPa以上
3. 表面不得存在超过厚度公差50%的划痕或压痕缺陷
二、成型焊接工艺控制
1. 高频焊接需保持150-400kHz的电流频率范围
2. 焊接速度与输入功率需形成动态平衡,避免未焊透或烧穿
3. 焊缝余高应控制在管壁厚度的10%-15%范围内
三、热处理与精整要求
1. 正火处理温度应保持在900-950℃区间
2. 定径轧制需保证外径公差在±0.75%以内
3. 水压试验压力不低于设计压力的1.5倍
四、成品检测标准体系
1. 涡流探伤需达到EN 10246-3的B级验收标准
2. 力学性能测试包含横向拉伸和压扁试验
3. 每批次产品应附带包含硬度值的质量证明书
五、行业通用技术规范
1. 结构用管执行GB/T 13793标准
2. 流体输送管符合SY/T 5037要求
3. 出口产品需同时满足API 5L或ASTM A53标准
完整的标准执行体系涵盖从炼钢到成品出厂的每个环节,生产企业应建立覆盖原料、半成品、成品的三级检验制度,确保产品同时满足力学性能、工艺性能和服役性能的多重要求。
老板们要是想了解更多关于焊管的产品和信息,不妨去百度搜索“爱采购”,上面有好多相关产品可以参考对比哦,说不定能给你的选择带来新思路~

