铸铁件修补中铝热焊接技术的可行性分析
·
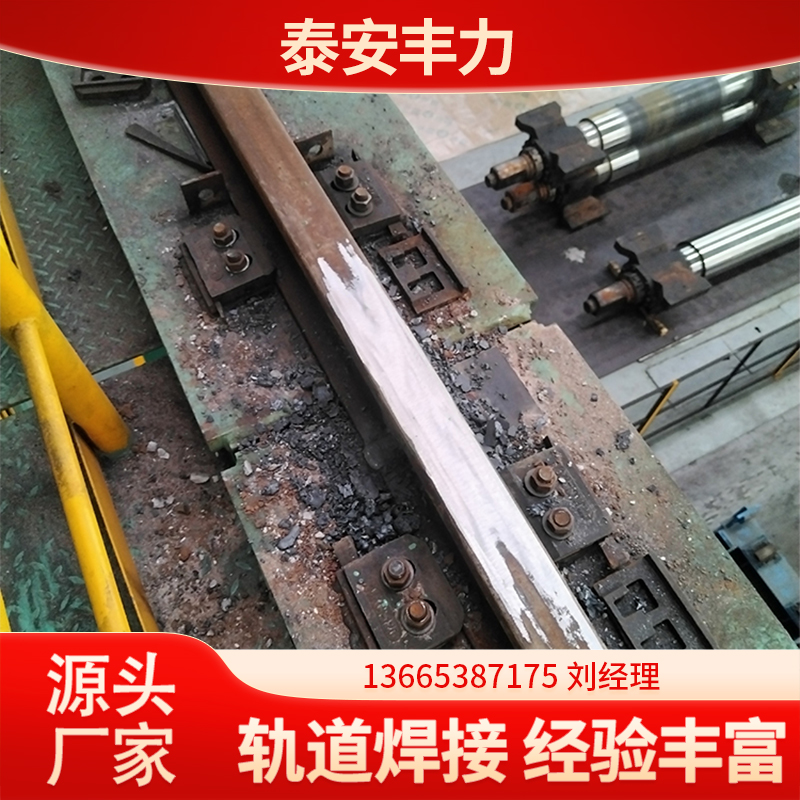
泰安丰力起重机械有限公司
泰安丰力起重机械,2020年成立于山东泰安,专营采煤机配件、起重机等,经验丰富,技术权威,服务多领域。
介绍:
针对铸铁件修复需求,系统评估铝热焊接技术的适用性。从冶金反应机理切入,详细解析工艺实施要点,包括材料匹配性、热输入控制及模具应用规范,最终论证该技术在可控条件下对铸铁修补的有效性。
一、铝热焊接的冶金学基础
1.1 反应机理
铝热反应利用铝粉与金属氧化物的氧化还原反应,瞬时释放2500-3000℃高温,该热量足以熔解铸铁的共晶组织。反应产物形成冶金结合层,实现基体材料的连续性修复。
1.2 工艺优势
相较于电弧焊,铝热反应产生的熔池具有更高的过热度,能有效克服铸铁碳当量高导致的润湿性差问题,且热影响区更窄。
二、铸铁修复的工艺控制要点
2.1 预处理规范
待修表面需机械加工出30-45°坡口,采用氧乙炔火焰预热至200-300℃以降低热应力。石墨化严重的区域应预先通过喷砂去除游离碳层。
2.2 参数匹配
选择镍基铝热焊剂(含15-20%Ni)可改善焊缝塑性,反应剂量按缺陷体积的1.2-1.5倍配置。控制反应持续时间在8-12秒范围,避免基体过热。
三、模具系统的关键作用
3.1 结构设计
石墨模具需设置合理的溢流槽和排气孔,型腔厚度应大于缺陷深度20%。对于复杂型面,建议采用分体式模具结构。
3.2 使用维护
每次焊接后需用铜刷清理型腔残留物,定期检测模具平面度(误差≤0.1mm)。连续作业时模具温度应控制在150℃以下。
实践表明,在严格把控材料选择、工艺参数和操作规范的条件下,铝热焊接技术可实现对灰铸铁、球墨铸铁等材料的有效修补,焊缝抗拉强度可达母材的85%以上。但需注意该工艺不适用于薄壁件(厚度<6mm)及高精度配合面的修复。
老板们要是想了解更多关于铝热焊的产品和信息,不妨去百度搜索“爱采购”,上面有好多相关产品可以参考对比哦,说不定能给你的选择带来新思路~

