确保桁架楼承板栓钉焊接质量的实用指南
·
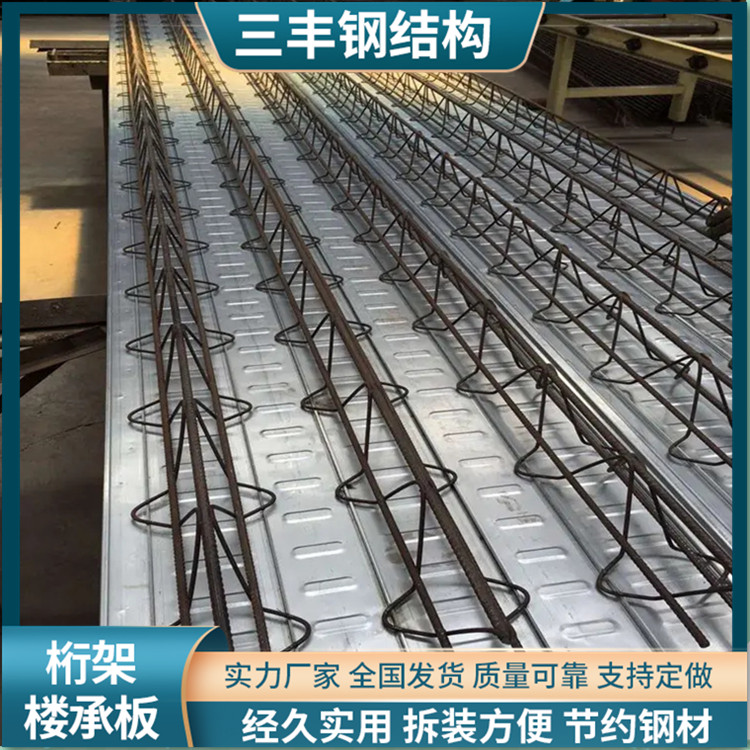
石家庄三丰钢结构工程有限公司
石家庄三丰钢结构,位于长安区,深耕钢结构领域多年,产品多样,施工经验丰富,专业权威,成立于2018年。
介绍:
本文详细阐述了桁架楼承板栓钉焊接过程中需重点关注的环节,涵盖焊缝检测技术、工艺参数设定、材料匹配原则及标准化操作流程,旨在为工程人员提供系统化的质量控制方案,保障建筑结构的安全性与稳定性。
一、焊缝完整性评估技术
1.1 外观检查作为基础检测手段,需重点观察焊脚尺寸、咬边及气孔等缺陷
1.2 无损检测推荐采用磁粉探伤与超声波检测相结合的方式,对内部缺陷实现三维定位
1.3 破坏性抽检应按规范比例进行宏观金相试验,验证熔深与结合强度
二、工艺参数优化策略
2.1 电流电压设置应遵循焊机特性曲线,避免出现未熔合或过烧现象
2.2 焊接速度控制在0.8-1.2m/min范围,确保熔池充分形成
2.3 保护气体流量需根据焊枪类型调整,二氧化碳混合气体推荐用量8-12L/min
三、材料匹配关键要素
3.1 焊丝化学成分应与母材保持相容,碳当量差值不超过0.15%
3.2 镀层栓钉需选用专用焊剂,锌层厚度大于15μm时应预脱锌处理
3.3 焊材储存须符合AWS D1.1标准,受潮焊剂需经300℃×2h烘干
四、标准化作业流程
4.1 焊前准备包括坡口清理、定位焊间距控制及预热温度确认
4.2 过程监控重点记录层间温度、电弧稳定性及保护效果
4.3 焊后处理涵盖飞溅清除、焊缝修整及延迟裂纹检查
通过实施上述控制措施,可显著提升栓钉焊接的一次合格率,有效预防质量事故的发生。各环节执行时需严格参照GB50661-2011《钢结构焊接规范》要求,确保质量控制体系完整有效。
老板们要是想了解更多关于桁架楼承板的产品和信息,不妨去百度搜索“爱采购”,上面有好多相关产品可以参考对比哦,说不定能给你的选择带来新思路~

